-
다구치 방법(Taguchi Method) / 강건설계(Robust Design)품질, 생산관리, 경영 2023. 3. 8. 12:41728x90
Taguchi Method(일본어: タグチメソッド)는 제조 제품의 품질을 향상시키기 위해 Taguchi 겐이치(Genichi)가 개발한 통계적 방법이다. 엔지니어링, 바이오테크놀로지, 마케팅 및 광고등 다양한 분야에서 적용된다.
다구치는 “품질이란 제품이 출하된 후 사회에 끼치는 손실이다. 단 기능 그 자체에 의한 손실은 제외한다”라고 주장하였다. 그가 말하는 손실의 내용은 다음과 같다.
가. 제품 기능의 산포에 의한 손실 : 산폭에 의한 기본적인 성능이 떨어지는 경우
나. 폐해 항목(사용코스트 포함)에 의한 손실 : ex) 약- 부작용, 모터 - 소음, 수리비용 등
다구치는 합격/불합격으로 품질을 결정하고, 규격한계에만 들어오면 손실이 없다고 보는 기존의 사고에서 벗어나 목표치를 벗어나면 그만큼(목표치에 대한 산포만큼) 손실이 발생한다고 주장하였다. 따라서 다구치는 그림과 같이 제품이 정확하게 목표치를 만족시키는 한점(m)에서만 손실이 없고, 그 목표치를 중심으로 품질손실을 2차 함수로 표현할 수 있음을 제시하였다.
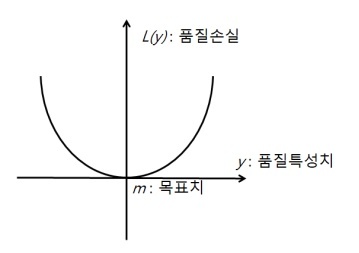
그림. 품질손실함수(망목특성) 이를 수식으로 표현한 것이 다음의 손실함수이다.
손실함수 L(y) = k(y-m)²
여기서 k : 품질손실계수
y : 품질특성치
m : 품질특성의 목표치
이 때의 손실함수는 망목 특성(지정된 목표치가 있는 경우)에서의 손실함수이다
이외에 망대특성(클수록 품질에 유리한 경우)에서 손실함수는 다음과 같다. : L(y) = ky2
망소특성(작을수록 품질에 유리한 경우)에서 손실함수는 다음과 같다 : L(y) = k(1/y2)
위의 손실함수에 입각하여 강건설계(Robust Design)라는 개념이 도입된다. 강건설계는 제품이나 공정이 초기부터 환경변화, 즉 노이즈에 의해 영향을 받지 않거나 덜 받도록 설계하는 것을 의미한다. 불리한 작업조건과 환경 하에서도 지속적이고 균일한 성능과 품질을 가지는 제품을 생산할 수 있도록 하는 것이다. 즉 잡음인자에 영향을 받지 않는 최적의 설계 변수를 찾기 위해 실험을 설계하고, 실험 결과를 분석하기 위한 수단과 방법을 제공하는 것이다.
강건설계의 근본적인 원리는 변동을 발생시키는 원인 자체를 직접 제거하지 않고, 단지 변동의 원인이 끼치는 영향을 극소화시켜 제품의 품질을 향상시키는 것이다. 이것은 변동을 야기하는 여러 가지 원인들에 의해 제품의 성능이 변동하지 않도록 제품과 공정에 대한 설계를 최적화함으로써 달성된다.
제품설계와 공정설계의 특성에 대한 목표값과 허용오차를 결정하기 위해 다구찌는 시스템설계, 파라미터 설계, 허용차설계의 3단계 방법을 제시하였다.
시스템설계
기본적인 기능을 갖춘 원형을 설계하기 위해 과학적인 지식과 엔지니어링 지식을 응용하는 과정이다. 즉 시스템설계에서는 제품에 들어가는 부품에 대한 특성, 조립과정, 생산하는 공정기술을 설계한다.
파라미터 설계
시스템설계가 이루어진 다음에 결정하는 설계이다. 파라미터 설계는 시스템 설계에서 파악한 설계변수 중 최상의 목표값을 결정하는 것이다. 즉, 파라미터 설계는 성능변동을 감소하거나 또는 극소화시키는 조건을 파악하는 것으로, 변동을 감소시켜 비용을 줄이는 것이다. 따라서 파라미터 설계는 변동을 줄이는 변수 및 조건을 찾는 일련의 과정으로 이루어진다.
파라미터 설계 단계에서는 각 모수의 최적수준을 결정하게 되며, 각 모수의 최적수준 결정이란 목표값에 가까우면서도 가급적 잡음에 영향이 최소화 시킬 수 있는 수준들의 조합을 선택하는 것이다. 이를 달성하기 위해 품질특성치 분포의 평균과 산포 정도를 동시에 측정할 수 있는 척도가 필요하다.
허용차 설계
변수의 허용오차를 결정하는 것이다. 즉 허용오차설계는 제조비용과 수명비용의 합을 극소화시키는 허용오차를 결정하는 방법이다.
따라서, 다구치 방법에서는 산포가 작게하는 조건을 찾게되며 S/N비(Signal-to-Noise Ratio)가 중요하다. S/N비는 신호(Signal)/잡음(Noise)으로 표현된다. 다구치 방법은 기존의 생산라인 내(on-line)의 실험계획법에 대해 라인 외(off-line) 품질관리에 유용하게 사용된다.
'품질, 생산관리, 경영' 카테고리의 다른 글
품질기능전개(QFD) (0) 2023.03.09 재고관리 (0) 2023.03.08 고장률 곡선 (욕조곡선, bath tube curve) (0) 2023.03.08 CE 인증이란? (0) 2023.03.08 에너지스타(energy star), 에너지스타 프로그램 (0) 2023.03.08